a minőséget
nem lehet elrendelni,
hogy törekedjünk!
KIPP Kezelőelemek gépépítő szabványelemek
BefogástechnikaAlapelemek pozicionálása a gépasztalokon
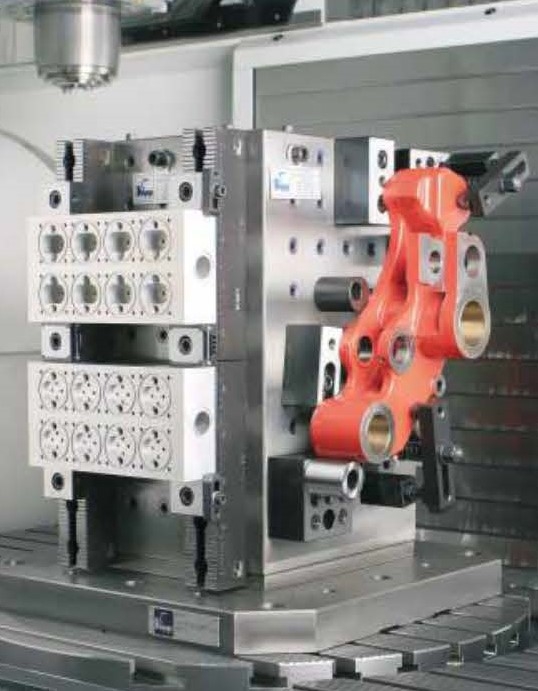
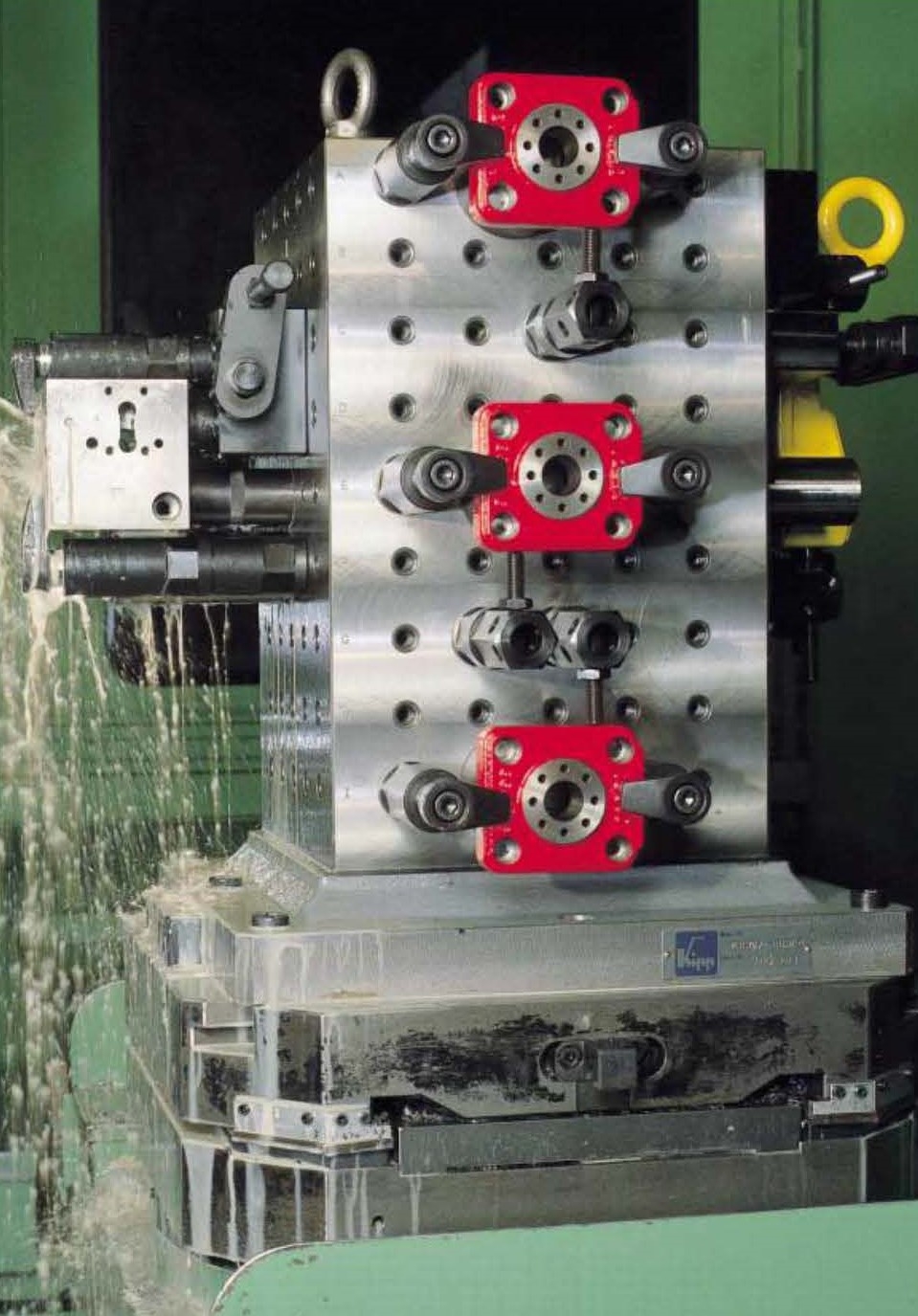
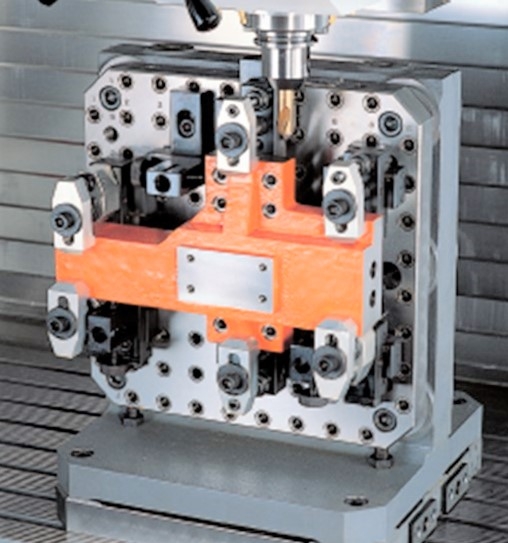
(2020. Április 17.) Alapelemek lemezek alátétek profilok felfogó derékszögek, kockák. Újdonságaink a kezelőelemek és a munkadarab befogó rendszerek terén: Nagy termékválaszték a szabványos kezelőelemek, valamint a munkadarab befogó rendszerek kínálatában.A K0802 felfogó derékszögek, K0803 kétoldalú felfogó derékszögek, K0805 felfogó kockák és K0806 paletták két pozicionálási lehetőséget kínálnak.
a) Pozicionálás szerszámgépek lemezein a DIN 55-201 szerint.
Pozicionálási folyamat:
1.‑A központosító csapokat tegye be a géplemez középső furatába.
2.‑Központosítsa a felfogó derékszöget, a felfogóhasábot és a középső furatot.
3.‑A szerelőfurathoz való központosító csap segítségével igazítsa ki az alapelemeket.
b) Pozicionálás szerszámgépek lemezein a JIS 6337-1980 szerint.
a) Pozicionálás szerszámgépek lemezein a DIN 55-201 szerint.
Pozicionálási folyamat:
1.‑A központosító csapokat tegye be a géplemez középső furatába.
2.‑Központosítsa a felfogó derékszöget, a felfogóhasábot és a középső furatot.
3.‑A szerelőfurathoz való központosító csap segítségével igazítsa ki az alapelemeket.
1. A támasztólemezt rögzítse a gépasztalra.
2. ‑Igazítsa a rögzítési pontokat hengeres fejű csavarokkal az ütköző lemezekhez. Pozicionálási folyamat
Alapelemek pozicionálása a gépasztalokon
A K0800 raszterfuratos lemezek pozicionálásához pozicionáló csapok használatosak. Az alaplemezek a pozicionálócsapok rögzítéséhez négy precíziós furattal rendelkeznek (két furat esik egy tengelyre). A pozicionáló csap fejébe becsavart M6 csavarral helyzetpontosan vezethetők be a T‑hornyokba, ill. húzhatók ki azokból ( pdf csatmány